Belt Conveyor – Efficient Material Handling for Seamless Operations
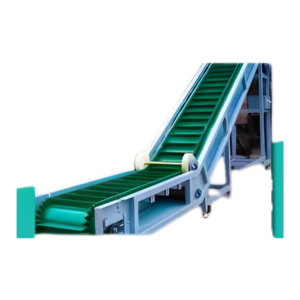
Belt conveyors are essential in various industries for transporting materials over distances with minimal effort. They are designed to handle bulk materials, packages, or individual products efficiently, making them ideal for industries such as manufacturing, logistics, food processing, and mining. Belt conveyors offer reliable and consistent operation, ensuring smooth material flow across various production stages.
Applications: Belt conveyors are used in numerous industries including food processing (transporting produce), mining (moving bulk materials), automotive (moving parts along production lines), and logistics (package handling). Their ability to handle diverse products and materials makes them a versatile choice for various material handling needs.